曲げ精度の向上
| 従来の曲げ加工 | ||
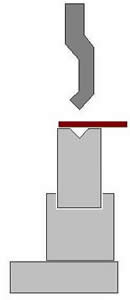 ワークをダイの上に置きます。 |
 パンチを下げ、加圧します。 |
 Vダイの角の2点でワークを支えながら曲げていきますので、キズが出やすく、角度が出にくい。角度を出すために、エアーベンデイングでなく、ボトミングあるいは、コイニング加工を行う必要がある。鈍角曲げの角度は出しにくく、角度が安定して出せない。 |
▼
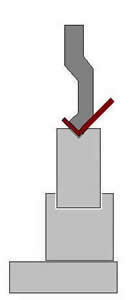
| ウイングベンド | ||
 ワークを平面状態のウイングに置きます。 |
 ウイングがワークを押さえながら曲げていき、パンチの押す力(加圧)に応じウイングベンドのスプリングが押し上げられます。 |
 パンチをさらに下げ加圧し角度を出します。この時、パンチの曲げ圧力(加圧)がかかればかかるほどウイングベンドのスプリングが押し上げられます。スプリングの性質上、もとにもどろうとする力が働き、パンチの押す力に対し、スプリングの押し戻す力が発生します。押す力(パンチ)と押し戻す力(スプリング)とが相互に働き、ワークをいわゆるサンドイッチ状態にして曲げますので精度の良い曲げ加工が行えます。 |