![ウイングベンドシリーズ[高精度・高品位曲げ金型]](images/title04.gif)



ウイングベンドは板金業界の常識を変える曲げ金型です。
導入効果
・キズの付かない曲げ
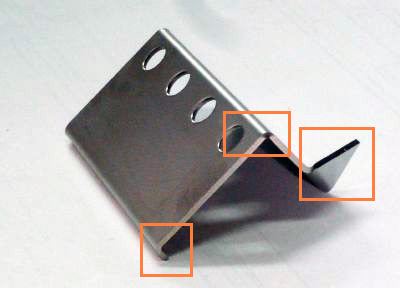
・穴際の変形のない曲げ
・膨らみのない斜辺曲げ
・綺麗で驚異的なショートフランジ
・広範囲な加工板厚
・金型の段取り替えを削減
・鈍角~直角~鋭角の広範囲な曲げ角度
に対応
・高精度の曲げ
・金型に掛かる費用を削減
・板金技術を短期間で習得
キズの付かない曲げ
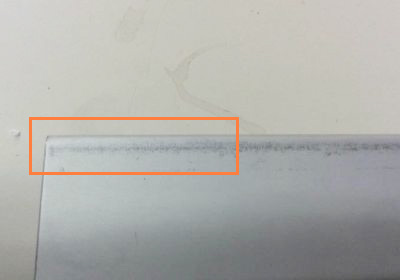
ウイングベンド(WB)
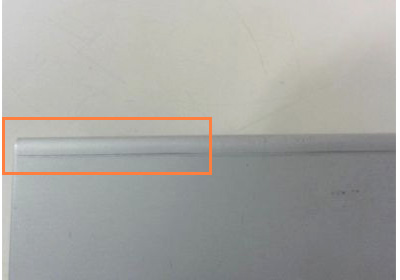
Vダイ
穴際の変形のない曲げ/膨らみのない斜辺曲げ
綺麗で驚異的なショートフランジ

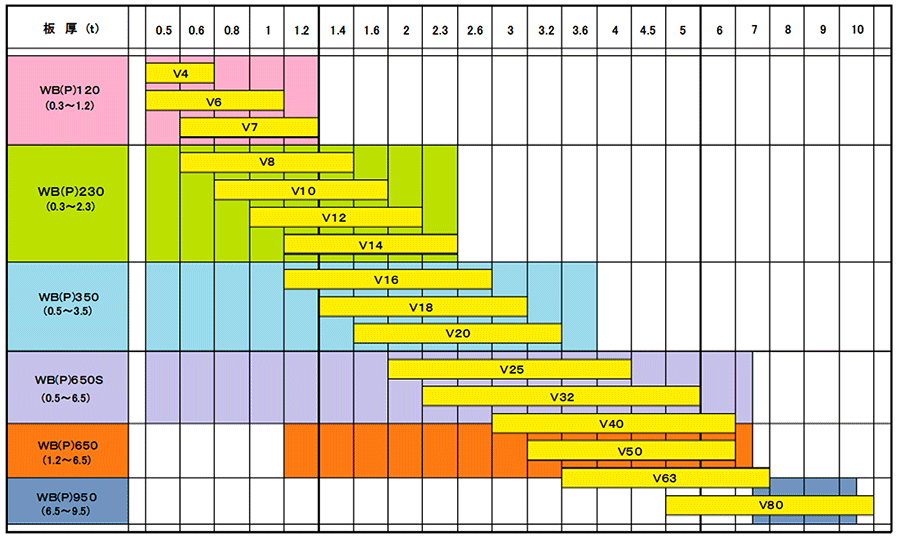
加工板厚の範囲
金型の段取り替え時間
※WB:以下WING BEND略称
段取り替えの回数
・Vダイ:1日当たり4回(午前 2回/午後 2回)
【1種類のVダイの使用頻度が少ない場合】
・Vダイ:1日当たり2回(午前 1回/午後 1回)
【1種類のVダイの使用頻度が多い場合】
・WB :始めの段取り替え以降、調整のみ実施
| 金型の段取り替え時間 | ||
|---|---|---|
| Vダイ | WB | |
| 取外し/取付け | 2分 | 3分 |
| 芯出し | 1分 | 1分 |
| データ入力 | 1分 | 1分 |
| 加工原点出し | 1分 | 1分 |
| 試打ち等調整 | 3分 | 3分 |
| 段取り替え時間 | 8分 | 9分 |
段取り替えの工程
・金型の取外し/取付け
・芯出し(WBは芯出し冶具を取り付けて実施)
・データ入力
・加工原点出し
・試打ち等調整
年間の段取り替え時間
【1種類のVダイの使用頻度が少ない場合】
・Vダイ=8分×4回×20日×12ヶ月÷60分=128時間
・WB=(9分+(3分×4回×20日×12ヶ月))÷60分≒48時間
【1種類のVダイの使用頻度が多い場合】
・Vダイ=8分×2回×20日×12ヶ月÷60分=64時間
・WB=(9分+(3分×2回×20日×12ヶ月))÷60分≒24時間
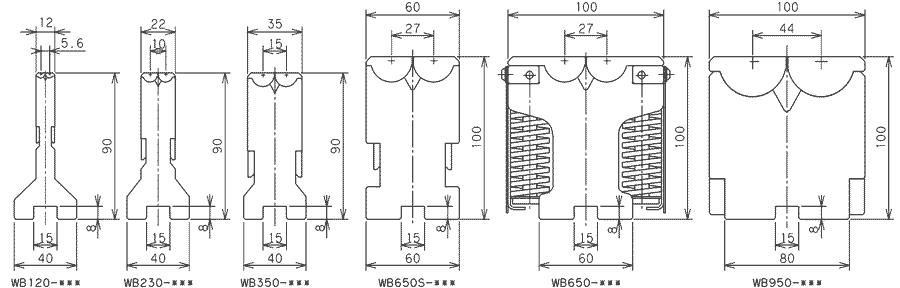
製品ラインナップ
スタンダードタイプ
※左右フリックで全体をご確認頂けます
| 型式 | WB120-*** | WB230-*** | WB350-*** | WB650S-*** | WB650-*** | WB950-*** |
| 対応板厚 | 0.3~1.2㎜ | 0.3~2.3㎜ | 0.5~3.5㎜ | 0.5~6.5㎜ | 1.2~6.5㎜ | 6.5~9.5㎜ |
| 金型高さ | 90㎜ | 90㎜ | 90㎜ | 100㎜ | 100㎜ | 100㎜ |
| 金型長さ | 50/100/ 200㎜ |
50/100/ 200㎜ |
50/100/ 200㎜ |
50/100/ 200㎜ |
50/100/ 200㎜ |
100/200㎜ |
| 金型耐圧 | 500kN | 700kN | 1000kN | 1500kN | 1500kN | 2000kN |
※1.型式の「***」は、金型長さを表しています。
※2.標準品にフィットバーを取付けたトルンプ社製プレスブレーキ に対応するタイプ(C)もあります。
※3.WB120及び230は、分割タイプもあります。(90set:金型長さ15/20/25/30㎜)
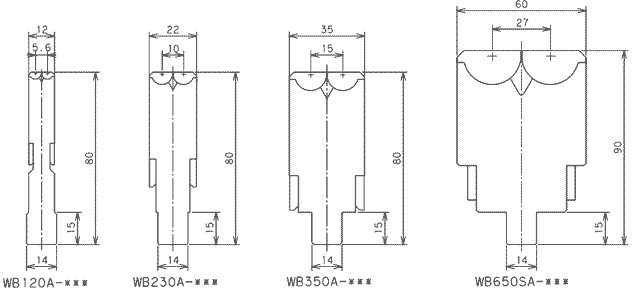
Aタイプ~アマダ社1Vダイホルダー対応
※左右フリックで全体をご確認頂けます
| 型式 | WB120A-*** | WB230A-*** | WB350A-*** | WB650AS-*** |
| 対応板厚 | 0.3~1.2㎜ | 0.3~2.3㎜ | 0.5~3.5㎜ | 0.5~6.5㎜ |
| 金型高さ | 90㎜ | 90㎜ | 90㎜ | 100㎜ |
| 金型長さ | 50/100/ 200/500㎜ |
50/100/ 200/500㎜ |
50/100/ 200/500㎜ |
50/100/ 200/500㎜ |
| 金型耐圧 | 500kN | 700kN | 1000kN | 1500kN |
※1.型式の「***」は、金型長さを表しています。
※2.WB120A及び230Aは、分割タイプもあります。(90set:金型長さ15/20/25/30㎜)
アクセサリー/アダプタ

レール&プレート
芯出し治具
動作原理
仕様/選定表
※詳細は以下より[仕様/選定表]PDFをダウンロードしてご参照ください。
解決事例
曲げキズを無くしたい、段取り時間を削減したい、穴際のギリギリで曲げたいなど
Vダイの様々な課題を解決!
WING BENDシリーズの解決事例集
よくあるご質問
各プレスブレーキメーカーでの使用可否や部品売りの可否、
最大加工板厚などにお答えします。
WING BENDシリーズのよくあるご質問
▼ウイングベンドの技術・加工データ集
WING BEND テクニカルサイト